
VIP üyesi

Çapı 630 spiral çelik boru
Spiral çelik boru üretim süreci 1. hammadde yani çelik rulo, kaynak tel, kaynak maddesi
Ürüntü detayları
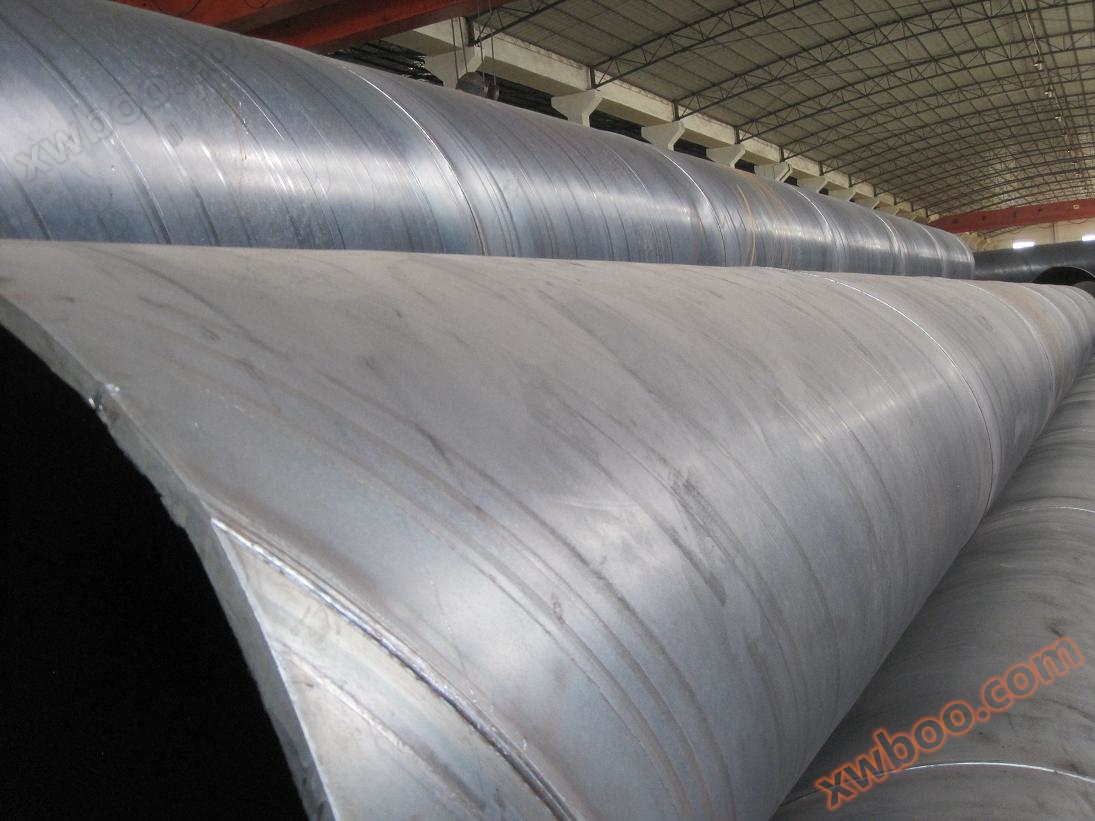
Spiral çelik boru üretim süreci
1. Hammadde çelik rulo, kaynak telleri, kaynak maddeleri ile. Katılmadan önce sıkı bir fiziksel test yapılmalıdır. İçindekiler
2. Çelik baş ve kuyruk bağlantısı ile, tek tel veya çift tel gömülü ark kaynaklı, çelik boruya sarıldıktan sonra otomatik gömülü ark kaynaklı kaynaklı. İçindekiler
3. Kalıplamadan önce, çelik düzeltme, kesim kenarları, parçalama kenarları, yüzey temizleme taşıma ve eğrilme işlemi. İçindekiler
4. Elektrik bağlantı basınç ölçeği kullanılarak konveyörün her iki tarafında silindirin basıncını kontrol etmek, çelik ile sorunsuz bir taşıma sağlar. İçindekiler
5. dış kontrol veya iç kontrol rulo şekillendirme. İçindekiler
6. Kaynak boşluğu kaynak gereksinimlerini karşılamak için kaynak boşluğu kontrol cihazı kullanılır, boru çapı, yanlış kenar miktarı ve kaynak boşluğu sıkı bir şekilde kontrol edilir. 7. İç ve dış kaynak, tek tel veya çift tel gömülü kemerli kaynak için ABD Lincoln kaynak makinesini kullanır, böylece istikrarlı kaynak spesifikasyonları elde eder. İçindekiler
8. Kaynaklı kaynak dikişleri çevrimiçi sürekli ultrason otomatik yaralanma denetiminden geçer ve spiral kaynak dikişlerinin %100'ünün zararsız tespit kapsamını sağlar. Hatalar varsa, otomatik alarm ve püskürtme işaretleri, üretim işçileri süreç parametrelerini her zaman ayarlamak ve hataları zamanında ortadan kaldırmak için. İçindekiler

9. Hava plazma kesme makinesi ile çelik boruları tek köğe kesin. İçindekiler
10. Tek çelik boru kesildikten sonra, her boru, kaynak dikişlerinin mekanik özelliklerini, kimyasal bileşimini, erişim durumunu, çelik boru yüzey kalitesini ve hasarsız yaralanma denetimini kontrol etmek için sıkı bir ilk denetim sistemi geçirmelidir. İçindekiler
11. Kaynak dikişte sürekli ses dalgası ile yaralanma işaretlenmiş bölgeler, el ultrason ve röntgen incelemesinden sonra, kusurlar olduğu doğrulandığına kadar, tamir edildikten sonra, bir kez daha hasarsız bir denemeden sonra. İçindekiler
12. Çelik kaynak dikişleri ve spiral kaynak dikişleri ile kesişen çizgi bağlantıları ile boru, tüm röntgen TV veya film incelemesinden geçer. İçindekiler
13. Her çelik boru hidrostatik basınç testinden geçer ve basınç radyal sızdırmazlık kullanır. Test basıncı ve zaman, çelik boru su basıncı mikro makinesi tespit cihazı tarafından sıkı bir şekilde kontrol edilir. Test parametreleri otomatik olarak kayıtları yazdırır. İçindekiler
14. Boru ucu mekanik işleme, uç yüzeyinin dikenliği, eğim açısı ve soğuk kenarları doğru bir şekilde kontrol edilir.
Çevrimiçi soruşturma
-
Kontaktlar
-
Şirketi
-
Telefon
-
E-posta
-
WeChat
-
Kontrol Kodu
-
Mesaj İçindeki
-